

Aqil Khan
The Reko Diq Copper and Gold Project:
The Reko Diq project is a large Copper-Gold porphyry resourse on the Tethan belt,located in dry desert of Chagai District,Balochistan in southwest Pakistan. The deposits are estimated to contain 12.3 million tons of Copper and 20.9 million ounces of Gold.
The exploration licence for the Reko Diq project was originally awarded to BHP Billiton, the Anglo-Australian mining Company in Australia. Pakistan has only 25 percent stake in the Reko Diq project. The rest of the 75 percent stakes had first been transferred to BHP Billiton.
BHP Billition under a “ deed of waiver and consent” incorporated the Tethyan Copper Company ,formerly a subsidiary of Australia’s Mincor Resources. The Tethyan Copper Company started initial work in 2003 with an investment of US $ 130 million and had estimated annual production 200 to 500 million tones copper from the project.
Tethyan Copper Company was subsequently sold to its present owners, Barrick Gold Corporation of Canada and Anatofagasta of Chile. These companies were handed a very lucrative deal.
• An unjust clause is that a 25 percent share will be paid to the Balochistan government , but only after it invests 25 percent in the project. It was proposed that if the Balochistan government was not in a position to pay the equity, its share would be deemed paid and adjusted against future payments.
• Terms for the cost-free land for an airport and a 400 km Reko Diq- Gawadar road were accepted.
• TCC submitted a feasibility study for initial development of the mine estimated at $ 3.3 billion.The biggest component worth $2 billion was laying of a pipeline from Reko Diq to Gwadar for transportation of the slurry bearing copper. From Gwadar, this slurry would be shipped to a smelter either in Chile or another country in the region where copper content would be separated chemically.
• These foreign companies should not be allowed to take away any kind of raw ore/ raw metals who are eventually depriving the nation from its valuable resources. The processing of ore and its downstream utilization would generate the real economic activity and badly needed employment in Pakistan.If these companies can offer government financing over infrastructure development projects then instead they can also offer financing of ore refining projects at the mining site.
• Saindak project located west at a distance of 40km from Reko Dic in district Chaghai of Balochistan province, the project envisaged mining, milling and smelting of Copper Ore for yielding an annual production of 15810 tonnes of Blister Copper, 1.46 tonnes of Gold and 2.76 tonnes of Silver for an estimated period of 19 years. China Mining and Metallurgical Corporation (CMMC), has been mining copper in the area (Saindak) for more than a decade and operating a plant of design capacity 4.2 Million Tons of Ore per annum and producing 18,000 tons of Blister Copper annually . One should ask, what we have learned out of Sandak project?
• The heavy mechanical complex Texila was producing Sugar and Cement plants in the past and
If we can produce Al- Khalid tanks and J-thunder fighters with Chinese in Texila then why we cannot develop our Indigenous Mining equipments and Copper smelting plants.
In the international market, each stage of copper production is tradable from copper concentrate, smelted copper and blister copper to refined copper or pure copper.
In brief the following value added steps are involved in Copper Production:
1) MINING OF ORE
2) CONCENTRATION OF ORE
Most sulphide ores contain below 0.6% Cu. The Copper ore is crushed and ground to a size and is subjected to Froth flotation process to physically separate ore from unwanted rock or gangue materials. The ore is then wet , suspended in slurry , and mixed with xanthate reagents .
3) ROASTING
In the roaster, the copper concentrate is partially oxidized to produce Calcine and sulfur dioxide gas. After 2005 Roasting is no longer common in Copper concentrate treatment. Direct flash smelting Furnace are now used. r
4) SMELTING
The calcine is then mixed with Silica and Coke and smelted at 1200 deg centigrade in the smelting furnace to form a liquid called Copper matte, contains around 70% copper primarily as Copper Sulfide as well as iron sulfide. In Copper Recycling, this is the step where scrap copper is introduced.
5) CONVERSION TO BLISTER
The sulfur is removed at high temperature as sulfur dioxide by blowing air through molten matte in Converter. The end product is (about) 98% pure copper known as Blister.
6) REDUCTION
Reduction furnace uses the blister copper as anode to get rid of most of the remaining oxygen. This creates copper at about 99% pure.The anodes produced from this are fed to the electro-refinery.
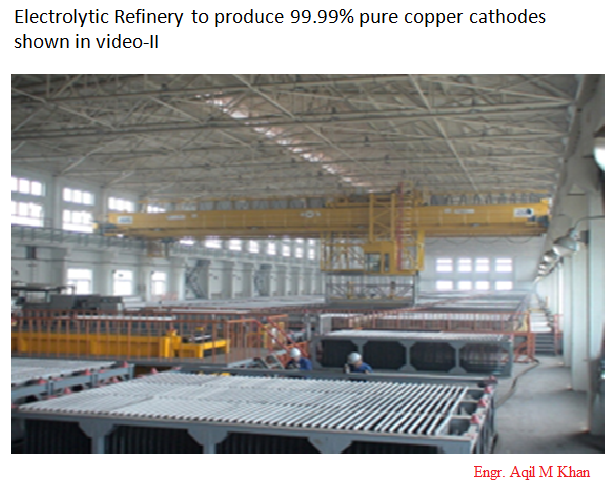
7) ELECTRO REFINING
The copper anodes are refined to highly pure copper cathodes by Electrolysis. A-grade copper cathode is of 99.999% copper in sheets that are 1 cm thick, and approximately 1 meter square weighing approximately 200 pounds.(Specification ASTM B 115-00)
This is a true product, deliverable to and tradeable upon the metal exchanges in New York (COMEX), London (London Metal Exchange) and Shanghai (Shanghai Futures Exchange).
about 10 months ago

Sajida Kazmi
Global Copper Consumption and trade.
Big Bank Sitting On A Big Pile Of Copper. J.P. Morgan Chase & Co. has emerged as the mystery buyer of more than $1 billion of copper, accounting for more than 50% of all the metal stored in official London warehouses and stoking worries about an impending supply shortage. The New York bank's purchases have caused a stir in commodities circles in recent weeks. The London Metal Exchange revealed a buyer had snapped up a large chunk of the exchange's copper stockpiles, leaving some to question whether a trader was trying to corner the market for the metal.
About 65% of copper that is produced in USA is used in power generation and transmission of electricity. Other main uses of copper in U S A, are in the construction industry. Copper is used for plumbing, roofing and cladding. Copper is a light and durable metal that helps build maintenance free structures. The everyday uses of copper include doorknobs and other fixtures in the house. In the transportation industry include building of trucks, lorries, cars, trains, etc. High purity copper wire harness system is used to carry the current from the battery throughout the vehicle.
China alone accounts for 25-30% of global copper consumption .Right now; China seemingly is the only buyer of size in the global copper market. China's $586 billion stimulus package, launched late last year, is starting to stir demand, particularly among wire fabricators. In addition, strategic stockpiling and private speculative demand have reportedly also helped push copper prices up by more than 100% last year, as copper imports into China have more than doubled in the first nine months to 2.6 million tons. China's sitting on 38% of the copper market.
Both Pakistan and India need copper to meet their modernization requirements for electricity and infrastructure.
about 10 months ago · Report
Aqil Khan
Copper concentrate and its marketing mechanism.
Continuing the above discussion, Copper concentrate produced by the mines in the under developing countries or the countries of colonial era (who do not have the treatment and refining facilities or sufficient power generation) , is traded either via spot contracts or under long term contracts as an intermediate product and is sold to smelters and refiners in the developed countries like USA, JAPAN, CHILE etc, who treat the ore and refine the copper and charge for this service via treatment charges (TC's) and refining charges (RC's). The TC's are charged in US$ per ton of concentrate treated and RC's are charged in cents per pound treated, denominated in US dollars.
The operating margins of smelters are derived from treatment / refining charges (TC/RCs) which are factored into the pricing of copper concentrate by the mining contractor.
The typical contract for a miner is denominated against the London Metal Exchange price, minus the TC-RCs and any applicable penalties or credits.
Penalties may be assessed against copper concentrates according to the level of poisonous elements such as arsenic, bismuth, lead or tungsten.
Because a large portion of copper sulfide ore bodies contain silver or gold in appreciable amounts, a credit can be paid to the miner for these metals if their concentration within the concentrate is above a certain amount.
Usually the refiner or smelter charges the miner a fee based on the concentration; a typical contract will say a credit is due for every ounce of the metal in concentrate above a certain concentration; below that if it is recovered the smelter will keep the metal and sell it to defray costs.
Often the smelter sells the copper metal itself on behalf of the miner. The miner is paid the price at the time that the smelter-refiner makes the sale, not at the price on the date of delivery of the concentrate.
about 10 months ago · Delete Post
Aqil Khan
In oder to reach a conclusion which should be in the interest of Pakistan, it is essential to expose and discuss all the known factors pertaining to this project .
As per estimated reports the large deposits of copper porphyry ( TCC/ bureaucrats say low grade which is a separate topic to be discussed ) , comprised of mineral resource of 5.9 billion tons of ore with an average copper grade of 0.41% and gold grade of 0.22g/ton.
From the above mentioned total 5.9 billion tons , the economically mineable portion of the deposits has been calculated as 2.2 billion tons, with an average copper grade of 0.55% and gold grade of 0.30g/ton. An expected life of the project ( handling 2.2 billion tons of ore) envisage over 56 years.
After getting the mining lease,TCC plan shell consist of executing four main operation components.
1) An open- pit mining technology.
As there is no power supply in the area which is essential for the project, a 189 MW power plant (heavy furnace oil based combined cycle reciprocating engines) will be installed to provide uninterrupted electric supply .
Giant Mechanical shovels shall be used to dig out the copper ore from mining area which shall than be loaded onto 360 tons haul trucks ( equipped with computer controlled engine management systems) and transported to the processing facility. To keep the process running round the clock the average mining rate will be about 293,000 tons per day of ore and waste. At this rate, the open- pit mining will continue for 46 years ,thereafter the ore processing will continue for another 10 years utilizing the ore stockpiles created over 46 years of mining operation.
2) A processing facility.
At the processing facility the rocks (ore) shall be crushed in giant crushers and than transferred to a fine-grinding and milling stage where it will be converted into a powdered form. This powder (containing copper and gold) shall pass through a separation process called FLOTATION which will process about 110,000 tons of ore per day and produce approximately 600,000 tons of concentrated slurry ( which will contain 28-31 % of copper and 7-22 g/ton gold). This concentrate is the final product of Reko-Diq Mining Project.
3) Construction of Concentrate Pipeline and facilities at Gawadar Port .
The concentrated slurry produced at the processing plant will be transported to the Gawadar Port via a pipeline . The main features are:
• Underground pipeline 682 km from Reko-Dik to Gawadar port.
• Leak detection equipment will be installed along the pipeline.
• Three boaster stations will be established along the rout of pipeline.
• Dewatering facilities and pressure filters at Gawadar port where in concentrate is removed from slurry.
• Warehouse consisting of a covered shed which will store the dried concentrate.
• Conveyer belt arrangement to transport the concentrate from storage yard to the shipping berth.
• Ship- Loader to load the ship with the concentrate cargo for supply to Smelters throughout the world.
4) A project village at Reko-Diq area for TCC employees.
CONCLUSION AND SUGGESTIONS:
a) These foreign mining contractors working on various worldwide projects and have their own fleets of mining equipment so whether they want to use old mechanical shovels or new hydraulic shovels and likewise 218 ton or 360 ton haul trucks to make the process efficient and feasible,( depends on the rate of mining of ore and its subsequent processing) , will be in the interest of contractor and nothing to do with the interest of Pakistan. Instead if they ask for subsidies on fuel for operating the Hugh machinery,( the bigger the size of this machinery the higher the fuel consumption and maintenance cost) which the contractors may include in over all expenditures.
b) TCC submitted a feasibility report for initial development of the mine estimated at $ 3,3 billion , of which the biggest component worth $ 2 billion will be spent on the concentrate pipeline and facilities at Gawadar port which will solely be utilized for the benefits of mining contractor and also rob the province of ascertaining the worth of mine’s produce, for which the contractor is asking the province to share 25% in the investment.
c) However any offer of $ 2 billion for financing smelting and refining projects at mining site and subsequent downstream projects with transfer of technology, may be considered in order to avoid the fear of unfitness of bureaucracy to undertake technical and financial monitoring of such projects and also political mischievousness and corruption which can undermine a reasonably promising public sector enterprise, which has also been pointed out by Dr.A.Qadir khan.
about 10 months ago · Delete Post

Kamran Baloch
This is so called,
" HALVAIEE KEE DUKAN PEY DADA JEE KEE FATAHA"about 10 months ago · Report
Aqil Khan
T.T.C Plan for Reko-Diq project And Additional Unrecoverable Environmental Pollution/ Hazard:
Continuing the discussion, the Reko Diq project is located in sparsely populated western desert of Chagai Balochistan. As per reports, the weather of chagai ranges from very hot summers of 40 – 50 deg. Centigrade to very cool winters of upto 10 deg. Centigrade, with less than 40 mm precipitation( winter rain and minor snow).
The expected mining operations in Reko Diq will depend on sub- surface ground water with exploration of underground water potential in the region being a pre- requisite for any mining project where large amount of water is used for mine cooling, dust suppression, ore processing and other activities. .
Water is also essential for all varieties of life, agriculture, domestic activity and ecosystem. So fresh water conservation is necessary which needs to maintain a certain level of underground water table. Various worldwide reputed mining companies recycle the used water to reduce the fresh water consumption in mining operations.
As per T.C.C. Plan, the fresh water which will be obtained from underneath the surface by consuming electric power, will be continuously wasted in carrying the slurry bearing copper concentrate from Reko- Diq to Gawader port , where the ore is separated and the left over polluted water, bearing metal tailings, cyanide and acidic sulphide will be drained in coastal area of Gawader port. This would result in pollution of coastal waters, marine livelihood resources such as fish and shrimp and destroy the fishing business.
about 9 months ago · Delete Post
Aqil Khan
Being Muslims we believe in the creation of Adam and Eve from sludge of mud by the Almighty of Allah. And the humans are the descendants of them, not the monkeys. Apart from the concept shown in this video, we just have to share the concept of technology of copper production and its importance in our daily lives shown in this video.
Please view this video for a better concept of copper production.
http://www.youtube.com/watch?v=RmaGh4g1JtY&tracker=False about 9 months ago · Delete Post
Aqil Khan
Whatever we have discussed/communicated through above mentioned link about copper technology is a layman knowledge to develop the interest of common people to understand the basic concepts of copper technolgy. Definitely , it has a depth of technological knowledge which is needed to be discussed because it is directly related /involved with future jobs for the people of Pakistan. This is not a small scale crucible or foundary melting/smelting process, but it involves huge machinery, technology and investment which would determine the pace of production to acheive the desired economical and feasible status of the Reko-Diq project to compete in the international market .We will continue this discussion and facts pertaining to this project.
about 9 months ago · Delete Post

Noreen Qazi
http://img856.imageshack.us/img856/8549/pakcopper.jpg about 9 months ago · Report
{kind=link}
Aqil Khan
As mentioned in the above link by Noreen Qazi, the discovered and unexplored mineral deposits all along the TETHAN ARC AND METALLOGENIC BELT are immense and, the scope of mining and processing of above valuable metals is very bright in Pakistan and needed to be planned on long term basis, keeping in view the causes of failure of running the Saindak Copper-Gold project in Public Sector.
Saindak copper- gold and silver mine project, smaller size mine had been initiated by Saindak Metals Ltd, a company wholly owned by government of Pakistan. Via Chinese contractors to build it in 1990′s. After its completion in 1995 at a cost of Rs 13.5 billion, the project was put on trial production during the period from August 1995 to January 1996, and it achieved the designed production capacity and quality. It produced 1,541 tons of blister copper containing 12 kgs of gold and 198 kgs of silver during trial operations .After this successful trial production, Pakistani government took over and tried to run this project but could not run for 90 days and it started to make losses. So it was decided to close it down in February 1996, to stop the losses.
Later on after 6 years, the Chinese contractor who had been involved with the project since its commencement, offered to take over the project's management and under the military government of General Pervez Musharraf the project was revived and leased for 10 year to the Chinese company called Metallurgical Construction Corp (MCC) in September 2002 who are running it at present and this lease is due to expire in September 2012. Under the lease agreement, MCC was to run the project on an annual rent of $500,000 plus a 50 per cent share of copper sales to the Pakistani government.
In order to further discuss the problems related to such projects, let us share the following vedio created by JAN MUHAMMAD BALOCH
http://www.youtube.com/watch?v=QDhRJYWw3bk
about 9 months ago · Delete Post
Aqil Khan
CAUSES OF FAILURE OF RUNNING THE PUBLIC SECTOR PROJECTS IN PAKISTAN LIKE SANDAK COPPER-GOLD PROJECT OR PAKISTAN STEEL .
Postings of Chairman/ Chief Executives/Managing Directors in such public sector corporations on purely political basis and not on merit/ technological competency.
Lack of sense of ownership from top to bottom.
Involvement of top Bosses in corruption by unnecessary delaying tactics in procurement of critical items like Chemicals, Refractories and Spares in order to award the tenders to the favorite bidders even by- passing the required technical specifications, which over burdens the process.
Lack of developing the consumption norms of consumable items/spares to streamline the procurement process and absence of e-tendering for procurement of materials for greater transparency.
Lack of proper internal audit and control system to monitor technical and financial aspects timely and to take suitable corrective actions by the management.
Lack of interest of technical managers to learn the required technical/technological knowledge to run the plants specially dealing with molten metals like Pakistan Steel or Sandak Copper- Gold projects whose responsibility is to implement the technological discipline in their shops and update the training of their workers.
A lower level Plant manager dreams of becoming the Boss with revolving chair without learning the required skills and knowledge/experience of job.
High technical/technological discipline, timely communication and control is essential to run integrated Plants like Pakistan Steel or Sandak Copper-Gold projects in which the raw metal is processed in series of operations of handling raw ore ,molten metal and casting to semi finished products. Failure/ breakdown of machine/furnace in any intermediate process, especially in the molten metal furnace shops, results in heavy losses and causes the complete plant shutdown.
In such plants a reluctant behavior/ lateness of a furnace operator/machine operator/crane operator may cause Plant shutdown. For example a drop of temperature of 10 degree centigrade of molten metal when it is ready to tap/pour out , drastically reduces the required fluidity of metal for processing and any correction or further raising of temperature would result in deteriorate the quality of metal.
In order to make economically feasible such projects are run round the clock on three shifts basis 365 days if not then just to keep and maintain the furnaces to required temperature , the expense of fuel and power , makes the process non profitable.
Lack of technical calculations and financial data need to be maintained about the project's return in terms of production and metal sales.
about 9 months ago · Delete Post
Kamran Baloch
The above mentioned causes of failures of running a public sector corporation in Pakistan are the bitter facts, which should be taken into account seriously by the Government to take corrective measures in this regard to save the future of Pakistan.about 9 months ago · Report
Sajida Kazmi
Since Pakistan came into being we have been teaching our students that Pakistan is an agricultural country and 70% of its population depends on agricultural based jobs. But why we cannot be an industrial country as well, to pull out our country from the supremacy of industrially developed countries.
Just to raise the slogan like “ Pakistanis want 75% stake in Reko- Diq project” would be meaningless and this could only be achieved by acquiring the technical know-how and skills up to the level of industrially developed nations so that no one could dare to deprive Pakistanis from their resources
about 9 months ago · Report
Aqil Khan
T.C.C. was given license only for geological estimation of Reko-Diq copper-gold reserves which has been completed. While they do not have mining and ore processing rights for which they insisted in the Supreme Court. about 8 months ago · Delete Post
Kamran Baloch
Reko-Diq Copper-Gold Project and Indians/others involvement in great game.
One of the objective of Indian involvement in Great game in Balochistan is to divert these resources of copper and other ores towards Indian processing industry as a cheaper input and also to prevent the under mentioned Indian copper Industry from any future competition.
Jhagadia Copper Limited , largest copper recycling unite in India, which has been operating successfully since the year 2004 ,comprising of Copper Top Blown Rotary Smelting Converter (Kaldo furnace from Sweden) and a Copper refinery from Australia with annual capacity of 50,000 MT of Copper cathodes confirming to London Metal Exchange Grade ‘A’.
Hundustan metals India, Sterlite Copper smelting and wire production Bombay India and Birla Copper Cathode Plate Gujarat etc.
The Copper Smelting/Refining companies of Industrially developed countries like Japan which depend on imported copper concentrate and always seek the cheapest supplies through mining companies like T.C.C. A recent example is of Canadian Copper Anode refinery and casting shope which was modernized and upgraded in year 2000, has been closedown due to short supply of copper concentrate.
about 8 months ago · Report
Aqil Khan
As discussed earlier,the operating margins of Copper smelters of developed countries like Japan, USA and Europe are derived from treatment / refining charges (TC/RCs) which are factored into the pricing of copper concentrate. While entering into contract with economically depressed third world countries ,the prices of copper concentrate are kept so low by these World wide mining and Copper concentrate producing companies such as Tethyan Copper Company, FreePort- McMoran Copper-Gold Company,BHP Billiton etc. and which even bear the Ore shipment/ transportation cost to smelter’s destinations, the maximum stake of profit goes to these mining companies and poor countries get traces of the wealth of their resourses.
Worldwide treatment Charges/ Refining Charges (TC/RCs) are likely to remain depressed as smelter capacities the world over remain in excess of the mining capacity. The resultant short supply of copper concentrate and low TC/RCs will continue to affect revenues from smelter operations till any Integrated Copper processing Company does not become self-reliant in production of copper concentrate from its captive mines. This can be achieved in Pakistan through planned investment, proper selection of technology and pace of production from mining process to finished product Copper cathodes LME A- grade.
Pan Pacific copper co., Japan’s biggest smelter and Mitsubishi Materials Corp., Japan’s third-largest smelter which have their own Copper refineries and down stream industries from where the operating margins are drived. Copper cathode LME A-grade used in wires, Cables and pipes production had reached a record $9,276.50/ ton on December, 14 and had gained 24 percent the year 2010 as a China- led recovery boosted demand.
about 8 months ago · Delete Post
Aqil Khan
THE ADVANCEMENTS IN COPPER PRODUCTION TECHNOLOGIES IN PAST 60 YEARS.
In the years 1995-99, we were using the computers 8086 or Pentium- 1 and now with fast technological advancements, Pentium-1V is in use. Similarly in copper production process, technological advancements have been done over last sixty years and without adopting these advanced /efficient technologies we will not be able to compete with the world market.
The technologies which are being employed at SAINDAK Copper-Gold project are 80-90 years old and also do not have the Anode refining and copper cathodes production refinery which is not economically feasible with the existing production capacity at SAINDAK. At the time of signing the contract by the Govt. of Pakistan with Chinese Company (25-30 years back), the Chinese were also using the Reverberatory and Blast furnaces at their copper production facilities in China. In which fossil fuels are used which now are being replaced with new technologies. China has started demolishing the old plants to cope up with the environmental and energy issues.
It has been 60 years since Outotec Finland invented flash smelting for copper production in 1949. The flash smelting technology has experienced the continuous improvement, so that both technology and equipments have been perfected. This flash technology has replaced the old Reverberatory and Blast furnace smelting of copper concentrate. Today, more than 50% of the copper matte worldwide is produced with the flash smelting process.
Flash Smelting Furnace produce gas rich in SO2 as pure oxygen is injected with copper concentrate in the furnace. Resulting SO2 is captured with flue gases instead of releasing into atmosphere. These F lue -gases are cooled down and after cleaning, the SO2 is directed to an onsite acid plant for conversion to valuable Sulfuric Acid.
The first flash smelter in China was introduced by Sumitomo Corporation Japan and the smelter was commissioned in 1985. The first flash smelter of Gui Xi Smelter, Jiangxi Copper Corporation experienced technical transformation for richer oxygen and more smelting, second phase and third phase expansion. As per reports, all of those efforts brought more than tripled capacity, considerable improvement for productivity, great reduction of energy consumption and sound environmental protection.
Due to tremendous growth in economics of China and a rapid consumption of raw copper and finalized copper products, the Zijin Mining Group of China, Zijin Copper signed the contract with Outotec Finland in June of 2009 to build a new copper smelter, which will use Outotec flash smelting technology. The plant is designed to have the annual capacity of 200,000 tons of copper cathodes and 800,000 tons of sulfuric acid.
The processes of converting copper matte to blister copper and blister to anode copper , have been further modified during past two decades and process change is being introduced in order to reduce costs and comply with environmental regulations which will be discussed later.
Before discussing the economical and commercial aspects of the Copper processing we should have a clear concept of the copper mining and processing steps and copper downstream industries. Let us share this information of the available processing technologies, being used in industrially developed countries for the last two decades which have been compiled in the following three videos.
Video -I
Comprising of Mining, Grinding and Floatation process to produce Copper concentrate.
http://www.youtube.com/watch?v=ZjaUX4kDUSw
Video-II
Comprising of Smelting, Converting, Anode refining and LME A-grade copper Cathode production.
http://www.youtube.com/watch?v=4wZumvsqV1w
Video-III
Comprising of few examples of Downstream industries in India, Pakistan and worldwide.
http://www.youtube.com/watch?v=nDVfmKsRgOA
Pakistan imports the LME A-grade copper for defense and to run its existing downstream industries like PEL , Power cables , Electric motors and Fan industries etc.
Whereas India has acquired the capability of producing LME A-grade copper cathodes, basic copper products and copper wires of various gage without which the downstream industry would not become self reliant.
about 7 months ago · Delete Post
Aqil Khan
EXTRACTION OF PRECIOUS METALS GOLD AND SILVER FROM PORPHYRY COPPER ORES:
Gold and silver in the Porphyry Copper Mines generally occur in minute quantities and are considered as by-products of the copper mining and smelting process. At the refinery, copper anodes (which contain gold and silver) are lowered into an acid solution, interleaved with stainless steel cathodes.
For 10 days an electric current is applied between the anode and the cathodes, causing the copper ions to migrate from the anode to the cathodes. Gold and Silver (considered impurities) drop off into the acid solution and settle to the bottom of tank are collected as electrolytic slims. This residue (electrolytic slims) from the acid solution goes to the precious metals plant, where it undergoes through a series of chemical processes.
At the Precious Metals plant small amounts of copper still present in the solution are leached out (dissolved) using pressurized autoclaves. The de-copperized slims (which contain gold and silver) are transferred to a wet chlorination bath where gold is leached from the silver.
The gold-bearing solution is sent to a solvent extraction step, where an organic solution (usually Sodium cyanide) is added to this solution which extracts the gold from Gold-bearing solution. The gold-loaded organic is then washed several times with diluted acid solution to remove any impurities and then reduced to precipitate the gold out of the Sodium cyanide solution by adding zinc. The gold sands are, then dried, melted and cast into bars.
Autoclaves:
http://www.youtube.com/watch?v=RXLA9iToVss&feature=share
Precious Metal Refinery:
http://www.youtube.com/watch?v=7cBctK3_KtI
Safety Precautions for workers in Precious Metal Refinery:
http://www.youtube.com/watch?v=cAdlmP1CLng&feature=share
about 7 months ago · Delete Post

Aqil Khan
KENNECOTT UTAH COPPER’ USA, OPERATING THE MOST MODERN AND CLEANEST SMELTING PLANT OF THE WORLD.
BACKGROUND:
The Bingham Canyon Mine , also known as the Kennecott Copper Mine is an open-pit mining operation extracting a large low grade porphyry copper deposit in southwest of Salt Lake City , Utah, USA.
In order to process this low grade Copper porphyry ore from Utah Copper's Bingham Canyon Mine, the American Smelting and Refining Company (ASARCO) built a Smelting plant in 1906 on the south shore of the Great Salt Lake.
Kennecott Utah Copper (KUC) bought the Smelting plant from American Smelting and Refining Company (ASARCO) in 1959.
The original Smelter has been rebuilt and modernized several times to meet the demands of improved emission control and higher productivity.
In 1987 British Petroleum purchased the mine KUC and finally in 1989 Rio Tinto (a leading international mining group headquartered in United Kingdom) purchased the Bingham Canyon Mine and related facilities and has invested more than $2 billion in modernization of KUC’s operation time to time.
The copper operations at Bingham Canyon Mine are managed through Kennecott Utah Copper Corporation, which operates the Mine, a Concentrator plant, a Smelter and a Refinery.
Current Copper ore Reserve Base: 524 Mt grading 0.47%copper, 0.044% molybdenum, 0.25g/t gold and 2.08g/t silver.
Annual Production: 300,000t Cu, 500,000 oz Au, 4.0Moz Ag, 25Mlbs Mo and 1 Million tons of Sulfuric Acid, as by-product of the smelting process.
As of 2010, Kennecott Utah Copper is the second largest copper producer in the United States and provides about 13-18% percent of the U.S.'s copper needs.
As per report of 2010 of the University of Utah’s Bureau of Economic and Business Research, the company directly employed 2,400 people and indirectly employed 14,800 people (including hundreds of contractors) in Utah while contributing approximately $900 million in jobs, local taxes and purchases from about 1,000 Utah businesses.
OPERATIONAL SETUP OF KENNECOTT UTAH COPPER CORPORATION:
1) ORE MINING AND CONCENTRATOR:
Mining uses a rotary drilling/blasting operation an average 3 blast per day. Daily 450,000 tons of rock material is removed from the mine.
i.e. 450,000tons * 365days = 164,250,000 tons per year
Ten P&H Electric Rope shovels are used, each can carry up to (43 m³) or 98 tons of ore in a single scoop.
Ore is loaded into a fleet of 64 large Haul trucks, each carry 255 tons of ore at a time. Each truck cost about US $3 million.
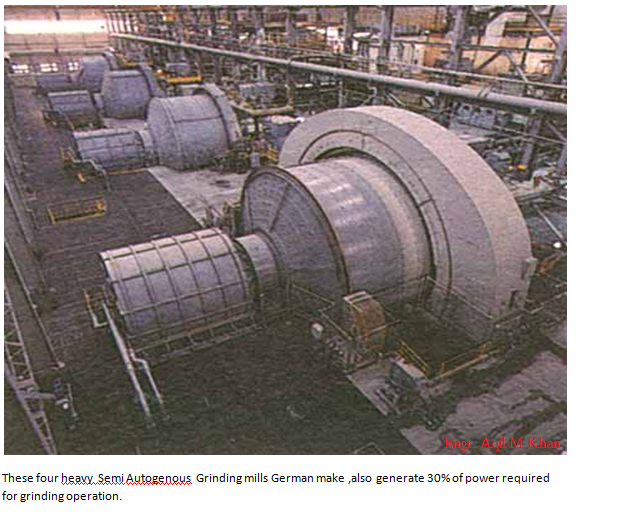
There is a five mile (8 km) series of conveyors that take ore to the Copperton concentrating and flotation plant. German company MAN Takraf has upgraded and relocated the semi-mobile in-pit crushing plant and conveyor system to keep trucking distances down to Copperton concentrator.
The Copperton concentrator was expanded in 1992 and fitted with German make, world’s largest four grinding lines composed of four semi-autogenous grinding (SAG) mills and eight ball mills and corresponding large flotation cells, subsequently yielding a copper and molybdenum concentrate.
http://i1124.photobucket.com/albums/l574/aqilmkhan1/semi-autogenous-grinding-mills.png
{kind=link}
The obtained copper concentrate, contains 26-28 percent copper and similar quantities of sulfur and iron, is piped about 27 km to the Copperton Smelting plant’s Rotary dryer.
2)COPPERTON KENNECOTT FLASH SMELTING AND CONVERTING PLANT.
Outokumpu Finland and Kennecott corporation USA had been conducting pilot tests on Oxygen potential and Metallurgical Thermodynamic of the converting process since 1985 at Outokumpu's research facility in Finland. Their joint R & D efforts developed this flash Converting method which resembles the Flash smelting furnace.
http://i1124.photobucket.com/albums/l574/aqilmkhan1/fash-smelting-furnace.png
{kind=link}
Based on above R & D.,in 1992, Kennecott Utah Corporation began reconstruction of one of the most technically advanced and cleanest Smelting and converting plant in the world as part of an $880-million modernization of the Smelter and the Refinery. This project replaced the old smelting furnaces and converters with one flash smelting and flash converting unit.
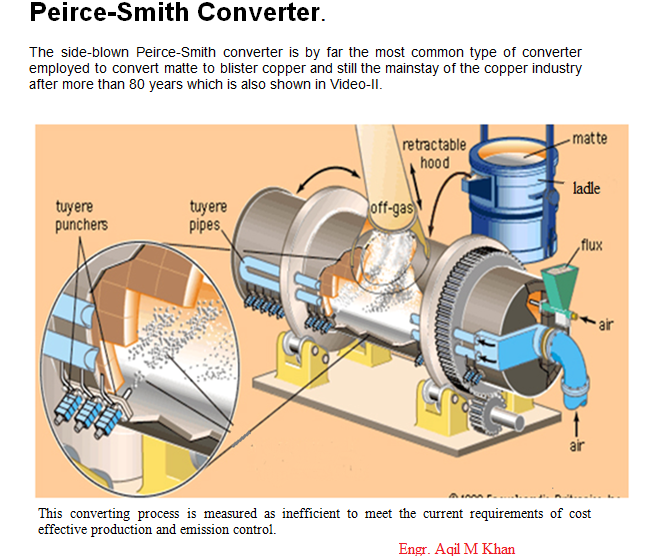
The new Smelter was commissioned in the spring of 1995. The technology has offered a solution to low cost of production and strict new environmental regulations. The previous technology utilizing three old Norando Smelting furnaces and four Peirce-Smith converters, was desperately incapable of meeting the new requirements of productivity.
http://i1124.photobucket.com/albums/l574/aqilmkhan1/peirce-smith-converter.png
{kind=link}
Kennecott's flash smelting and flash converting process reached full capacity utilization in 1997 which has nearly doubled previous capacity.
http://i1124.photobucket.com/albums/l574/aqilmkhan1/view-of-kennecott-smelting-plant2.png
{kind=link}
Process Flow sheet of Kennecott's flash smelting and flash converting process :
http://i1124.photobucket.com/albums/l574/aqilmkhan1/process-flow-sheet-of-kennecott-flash-smelting-flash-convert-process2.png
{kind=link}
Simplicity of design, operation and maintenance of this smelting and converting process has made it comparatively low cost and economical.
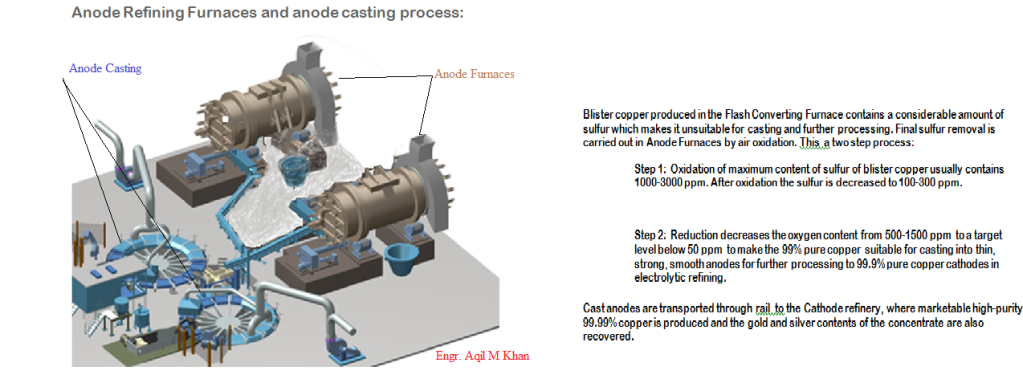
The molten copper produced is blister copper 98.6 percent pure which is transferred to one of the two on-site Anode fire refining furnaces, where it is upgraded to 99.5 percent pure copper( by oxidizing left over sulfur to 100ppm and reducing the oxygen below 50ppm) and cast into 750 pound plates called Anodes.
http://i1124.photobucket.com/albums/l574/aqilmkhan1/anode-refining-furnaces-acode-casting-process.png
{kind=link}
These copper Anodes are transported by rail to the Cathode Refinery to produce 99.99% pure copper cathodes.
http://i1124.photobucket.com/albums/l574/aqilmkhan1/electroltic-refinery-1.png
{kind=link}
Kennecott Smelting plant has been designed to capture 99.9% of the sulfur in the feed and is considered the cleanest smelter in the world.
Energy Efficiency and Conservation At Kennecott Plant:
The smelting plant recovers heat from the furnaces and the Acid plant as steam, which is used to generate about (20 MW) 60% of the Smelting plant’s electric power requirements.
Kennecott Utah copper plant’s other power production source is a solar photovoltaic system at Reverse Osmosis Plant generates 32.5 kilowatts which provides 65% of the building lighting needs.
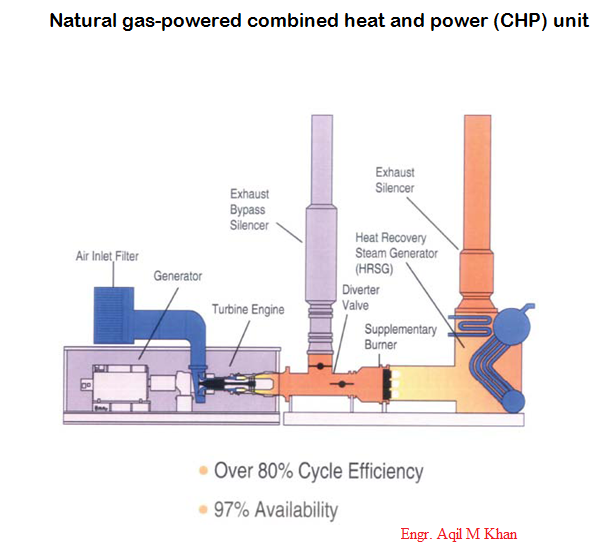
Kennecott installed a 6.2 MW natural gas-powered combined heat and power (CHP) unit at its refinery which provides 50% of Refinery needs.
http://i1124.photobucket.com/albums/l574/aqilmkhan1/natural-gas-powered-combined-heat-power.png
{kind=link}
In addition, a proposed repowered Kennecott’s coal-fired power plant to largely run on natural gas through a combined-cycle natural gas turbine, will provide up to 275 Mw of electrical power for mining operation as per emission regulations of the state of Utah USA.
Findings:
The above KUC Utah Project shows a clear demonstration of processing efficiently an inferior copper grade deposit (mineral grading 0.47%copper, 0.25g/t gold and 2.08g/t silver, 0.044%molybdenum) as compared to Reko –Diq Copper-Gold deposit.
The total mineral resources estimated at Reko-Diq are 1,213 Mts with mineral grading 0.58%copper,0.28g/t gold. Estimates include probable reserves at Tanjeel of 128.8 Mts with copper grade of 0.7%. which are superior in copper grading than Bingham canyan mine.
Through carefully chosen technologies and adopting efficient equipments , running and maintenance costs of the process can be greatly reduced and also the environmental impact can be minimized, like Kennecott Utah Copper, USA adopted the German technology for crushing of ore, conveyers to minimize transportation and Semi Autogenous grinding mills and flash smelting technology of Outokumpo Finland.
No comments:
Post a Comment
Note: Only a member of this blog may post a comment.